常見米糖漿缺陷與可能根本原因
米糖漿生產是一項轉化製程。澱粉品質、液化表現、糖化控制、過濾行為與後段精製條件的細微變化,都可能很快反映為黏度波動、霧濁、收率偏低、產能變慢或甜度不一致。
對工廠管理者而言,問題不只是某一批是否符合規格。更重要的是,製程是否足夠穩定,能在每個班次中持續重複,而不造成過多返工、停機、濾材負荷或客訴。
Komeva 作為米糖漿生產用酵素供應商,支援需要可靠液化、轉化、黏度控制與實務問題排查的工廠。
本指南整理常見米糖漿缺陷,以及應優先檢查的可能根本原因。
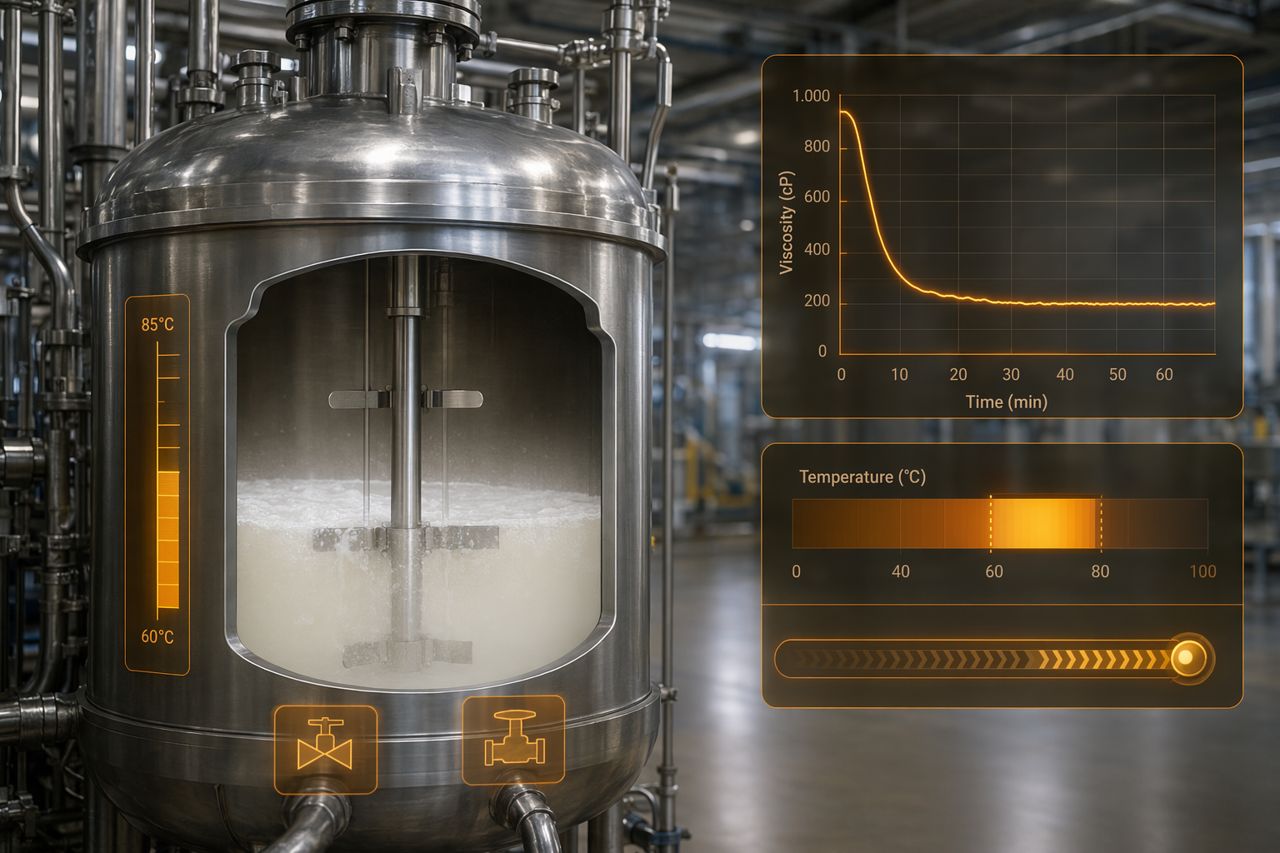
1. 液化後黏度偏高
高黏度是澱粉分解未順利進行時最明顯的訊號之一。它可能減慢泵送、使熱交換器超負荷、降低混合效率,並增加後段過濾難度。
可能觀察到的現象
- 漿料濃稠,未如預期變稀
- 液化槽內循環不良
- 泵浦負載升高或流量不穩
- 需要更長保溫時間才能達到製程目標
- 更多固形物帶入過濾段
可能根本原因
- 液化酵素效能不足,無法應對米澱粉負荷
- 漿料調配不均或澱粉分散不良
- 溫度曲線偏離預定操作範圍
- pH 未與酵素系統相匹配
- 轉入下一步前接觸時間不足
- 米粉品質或受損澱粉含量波動
- 酵素作用前糊化不完全
現場檢查重點
如果黏度突然升高,不要只增加時間或溫度。應檢查完整順序:漿料固形物、混合、pH 調整、升溫曲線、酵素添加點與保溫時間。匹配良好的液化酵素應能在早期降低黏度,使製程穩定且可預測地運行。
2. 過濾緩慢或濾材堵塞
過濾問題可能將技術上可接受的轉化結果,變成生產瓶頸。過濾緩慢會增加循環時間、人力關注度,並提高長時間暫存下的微生物風險。
可能觀察到的現象
- 過濾壓力上升速度快於平常
- 單次過濾運轉時間縮短
- 濾液混濁或需要反覆回流
- 助濾劑消耗量增加
- 濾餅黏性高且不易脫落
- 糖漿處理量下降
可能根本原因
- 澱粉液化不完全,留下高分子片段
- 原料米中的蛋白質、纖維或細微固形物管理不佳
- 糖化條件產生不易過濾的醣類組成
- 過濾時溫度過低,導致黏度增加
- 澄清前過度濃縮
- 前段沉降或離心不足
現場檢查重點
在歸咎於過濾設備之前,先向上游檢查。過濾行為常反映前段轉化品質。穩定的酵素方案應能形成流動性佳、易澄清且可順利濃縮的糖漿液流,避免不必要的濾材負荷。
3. 甜度偏低或轉化不足
當糖漿未達預期甜度或醣類組成時,問題可能來自酵素選擇、糖化控制或基質可及性。
可能觀察到的現象
- 產品口感甜度低於目標
- 成品糖漿未達醣類組成要求
- 需要更長糖化時間
- 可發酵糖批次間差異大
- 相同米原料投入下收率下降
可能根本原因
- 糖化酵素未匹配目標糖漿規格
- 液化產生的基質不利於後段轉化
- 糖化期間 pH 或溫度漂移
- 酵素添加過早、過晚,或在混合不佳的條件下添加
- 米澱粉變異影響轉化速率
- 轉化尚未穩定即停止製程
現場檢查重點
轉化不足往往在糖化前就已開始。如果液化造成糊精分布不一致,後段酵素可能難以穩定達到目標組成。應將液化與糖化視為一個相互連結的轉化系統來檢視。
4. 成品糖漿出現霧濁、混濁或沉澱
在許多糖漿應用中,清澈外觀相當重要。即使甜度合格,霧濁或沉澱仍可能導致客戶拒收。
可能觀察到的現象
- 儲存後出現混濁
- 桶裝或噸桶中有細微沉澱
- 糖漿熱時清澈、冷卻後變濁
- 運輸後出現客訴
- 精密過濾後仍無法維持清澈度
可能根本原因
- 殘留不溶性米原料成分
- 澱粉分解不完全
- 原料中的蛋白質或脂質相互作用
- 蒸發前澄清不足
- 礦物質不平衡或 pH 不穩
- 過度熱應力造成膠體不穩定
現場檢查重點
應在接近實際的冷卻與暫存條件下測試清澈度,而不只是在過濾後立即觀察。有些霧濁缺陷會延後出現。酵素選擇、固形物去除與後段精製條件都會影響最終清澈度。
5. 色澤過深或色澤漂移
米糖漿應符合客戶期待的色澤表現。色澤漂移可能來自原料、轉化條件、蒸發或暫存作業。
可能觀察到的現象
- 糖漿色澤深於目標
- 批次色澤在儲存期間改變
- 琥珀色調超出客戶規格
- 拒收或降級比例提高
- 需要更多活性碳或精製處理
可能根本原因
- 液化、糖化或蒸發期間熱暴露過度
- 高溫停留時間過長
- pH 條件促進褐變反應
- 原料米品質波動
- 形成色澤的雜質去除不佳
- 返工料混合使熱歷程增加
現場檢查重點
按製程階段追蹤色澤。如果在濃縮前色澤已開始漂移,應聚焦於轉化與澄清。如果色澤是在蒸發或暫存期間產生,則應檢視溫度暴露、停留時間與熱傳表面的清潔狀態。
6. 異味或焦味
異味會造成商業上的重大影響,因為它可能限制產品用於飲料、糖果、烘焙與潔淨標示配方。
可能觀察到的現象
- 焦味、陳味、酸味或穀物味過重
- 批次間風味不一致
- 實驗室結果合格,但客戶感官回饋不佳
- 在敏感應用中客訴增加
可能根本原因
- 濃縮期間熱暴露過度
- 原料儲存不良或使用陳米
- 過濾緩慢或轉移延遲造成長時間暫存
- 製程時間過長或衛生管理缺口帶來微生物壓力
- 返工料影響感官一致性
- 異味前驅物去除不完全
現場檢查重點
風味缺陷通常與時間有關。如果過濾、轉移或蒸發變慢,糖漿會在可能造成感官風險的條件下停留更久。改善轉化與過濾可同時降低停機時間與風味暴露風險。
7. 批次間不一致
不一致是許多其他缺陷背後的根本問題。如果每批表現都不同,操作人員就必須以人工方式補償,製程也會更難控制。
可能觀察到的現象
- 相似配方卻出現不同黏度曲線
- 過濾時間波動
- 甜度或固形物平衡不穩
- 即使設定值相同,色澤仍持續變動
- 操作人員頻繁即時調整
可能根本原因
- 原料米變異未反映於製程設定
- 酵素系統對工廠波動的耐受性不足
- 酵素添加時間或混合不一致
- 批次間 pH 調整差異
- 升溫與保溫曲線不可重複
- CIP 就地清洗不完全,造成結垢或汙垢影響
現場檢查重點
從漿料調配到成品糖漿,完整追蹤每一批。目標不只是達到最終規格,而是減少修正循環、返工與對操作人員經驗的依賴。
8. 收率低於預期
收率損失可能表現為轉化不良、濾餅損失過高、設備中殘留糖漿,或產品降級。
可能觀察到的現象
- 副產物流中殘留較多碳水化合物
- 過濾期間固形物損失增加
- 需要返工或混合以挽回接近臨界的批次
- 客戶規格未達成的情況更頻繁
- 相同米原料投入下,可銷售糖漿產量下降
可能根本原因
- 液化或糖化不完全
- 固液分離不佳,使有價值的糖漿進入廢物流
- 黏度過高,導致轉移與回收效率不佳
- 稀釋過度,需要更多蒸發與能源
- 製程不穩定造成降級風險
現場檢查重點
收率不只是實驗室數字。它會受到黏度、流動行為、可過濾性、回收率,以及一次通過合格批次數量的影響。可靠的酵素方案應支援可銷售產出,而不只是轉化化學反應本身。
實務問題排查順序
當米糖漿缺陷出現時,Komeva 建議依下列順序檢查製程:
- 原料 — 米粉品質、粒徑分布、儲存條件與批次變異。
- 漿料調配 — 固形物含量、水合狀態、分散性與混合品質。
- 液化 — 酵素匹配、添加點、升溫曲線、pH 與黏度下降狀況。
- 糖化 — 酵素匹配、製程穩定性、目標醣類組成與保溫紀律。
- 澄清與過濾 — 溫度、黏度、不溶物負荷、過濾運轉時間與濾餅行為。
- 蒸發與後段精製 — 熱暴露、停留時間、色澤形成與最終處理。
- 儲存與出貨 — 微生物控制、冷卻、包裝衛生與運輸穩定性。
此順序可協助團隊避免只處理表面症狀,卻忽略真正的上游原因。
酵素選擇最關鍵的地方
適合米糖漿生產的酵素方案,應協助工廠達成:
- 液化期間更快速降低黏度
- 更穩定地轉化為目標糖漿組成
- 改善過濾行為並減少瓶頸
- 降低因不合格批次造成的返工
- 更一致的色澤、清澈度與甜度
- 面對原料波動時,提升製程重複性
- 當生產條件改變時,提供實務支援
Komeva 為米糖漿工廠供應酵素解決方案,重視可商業化信賴的表現,而不只是規格表上的產品名稱。
為您的米糖漿製程尋求支援
如果您的工廠正面臨高黏度、過濾緩慢、轉化不足、霧濁、色澤漂移或批次不一致等問題,Komeva 可協助檢視可能的製程原因,並建議合適的酵素方案。
請透過網站聯絡表單索取報價,並提供您的米原料、目標糖漿組成、主要缺陷與目前製程瓶頸。Komeva 將回覆您生產團隊可採取的實務下一步。